


PE breathable film production line
Keywords:
PE breathable film production line
Category:
Related products

Product Description
This production line uses PE breathable granules as raw material and employs the extrusion‑cast process. It melts and extrudes PE‑modified breathable particles containing inorganic fillers, molds them, and then stretches them at a high draw ratio on rollers to produce a breathable film with sub‑nanometer‑scale micropores.
Process flow of PE breathable film
From a processing‑technology perspective, there are two primary methods for producing breathable films: cast‑film extrusion and blown‑film extrusion. In China, and across much of Asia and Europe and North America, the cast‑film process is the predominant method.
The main process flow of the cast‑film method is as follows: PE resin + porogen — blending and metering — extrusion granulation — extrusion casting — stretching and shaping — cooling — edge trimming — winding.
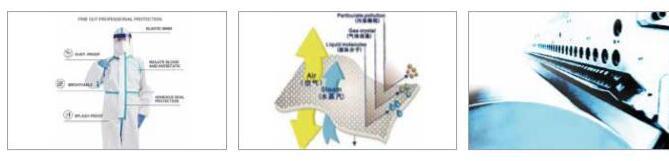
Among all the processing steps, the stretching process plays a crucial role in determining the membrane’s performance. During stretching, when the adhesive force between the porogen CaCO₃ particles and the surrounding PE polymer is weaker than the deformation stress induced by the stretch, the polymer separates along the edges of the CaCO₃ particles, forming tiny voids. These voids do not permit liquid molecules to pass through but allow gaseous molecules to permeate, thereby endowing the stretched membrane with both waterproof and breathable properties. The size of these voids can be tuned by adjusting the particle size and morphology of the CaCO₃, as well as the stretching conditions and method. At a given stretching temperature, as the draw ratio increases, the void diameter grows, enhancing air permeability while simultaneously degrading mechanical stretchability; conversely, increasing the membrane thickness leads to a reduction in air permeability.
Main Technical Parameters
| Aircraft model | Product width (mm) | Product thickness (mm) | Grammage g/㎡ | Design extrusion output (kg/h) |
| GWS130 | 1600 | 0.005-0.3 | 15-50 | 500-600 |
| GWS160 | 2200 | 0.005-0.3 | 15-50 | 600-700 |
Application areas

Automotive sector
This is placeholder text.

Photovoltaic sector
This is placeholder text.

Packaging field
This is placeholder text.

Mechanical field
This is placeholder text.

More fields
This is placeholder text.
Product Inquiry

Company email:info@gwell.cn
Nantong Company Address: No. 69, Hongrong Road, Chongchuan District, Nantong City
Suzhou Company Address: No. 16, Donglin Lianfa Industrial Park, Guojia Road, Chengxiang Town, Taicang, Suzhou
Yancheng Company Address: No. 90, Shenfeng Road, Dafeng District, Yancheng City
Shanghai Company Address: Room 2205A, 22nd Floor, No. 28 Maji Road, China (Shanghai) Pilot Free Trade Zone
Nanjing Company Address: No. 8, Huyue East Road, Longchi Subdistrict, Liuhe District, Nanjing City, Jiangsu Province

Browse on mobile